Güçlü özellikleri ve geniş kapsamlı uygulamalar ile bilinen titanyum (Ti), Dünya kabuğunda en bol bulunan 9. element ve metal elementler arasında 4. sırada yer almaktadır."Ti" ile simgelenir ve periyodik tabloda atomik ağırlığı 47 olan 22. sırada yer alır..90Titanyum, çoğunlukla Avustralya ve Güney Afrika'da madencilik edilen plaj kumlarında bulunan rutil ve ilmenitten elde edilir.
Üretim süreci, titanyum tetraklorür (TiCl4) elde etmek için ısıtılan kokse veya katran ve klor gazı ile birleştirilen rutile başlar.Bu bileşik kimyasal olarak bir sünger benzeri maddeye dönüşür, daha sonra Vacuum Arc Remelting (VAR) veya soğuk ateş fırını kullanarak ingot şeklinde erimiştir.Sonuçta elde edilen ingotlar, standart metal işleme ekipmanları kullanarak çeşitli değirmen ürünlerine işlenir..
Titanyumun metallürjik özellikleri, havacılık, savunma, endüstriyel ve kimyasal işleme, tıbbi uygulamalar,Denizcilik ve denizcilik endüstrileriBaşlangıçta askeri havacılıkta üstün yapısal özellikleri ve dayanıklılık yoğunluğu oranı nedeniyle önemli bir rol oynayan titanyumun yoğunluğu 0.160 lb/in3'den 0'a kadar değişir..175 lb/in3, seviyeye göre değişir.
Titanyumun cazibesinin anahtarı, oksijene maruz kaldıktan sonra doğal olarak seramik benzeri bir oksit filmi oluşmasıdır ve olağanüstü korozyon ve erozyona direnç verir.Kendini iyileştiren bu oksit tabakası oksijenle temas halinde sıyrıkları azaltır.
Titanyum biyolojik olarak uyumludur ve kalça ve diz protezleri, kalp hızlandırıcıları, diş implantları ve kafatası plakaları gibi tıbbi implantlarda yaygın olarak kullanılır.Yüksek sıcaklıklarda dayanıklılığı koruma yeteneği, yüksek erime noktası, mükemmel güç ağırlık oranı, çeşitli oksitleyici ortamlarda korozyon direnci (doldurulmuş ve tuzlu su dahil),ve düşük esneklik modülü çok yönlülüğünü daha da vurguluyor.
Sonuç olarak, titanyumun dayanıklılık, esneklik ve uyarlanabilirlik karışımı çeşitli endüstrilerde gerekli bir malzeme olarak durumunu pekiştirir.Gelecekte yenilik ve uygulamanın devam etmesini vaat eden.
Hızlı teknolojik ilerlemenin ve gelişen yeni endüstrilerin ortasında, titanyum sektörü daha önce görülmemiş ilerleme fırsatlarına tanık oluyor.Yüksek saflıkta yerli titanyum üretimindeki son adımlar, titanyum malzemeleri için genişleyen bir uygulama manzarası ve genişleyen pazar potansiyelini işaret ediyor.
Hafif ağırlığı, yüksek dayanıklılığı ve olağanüstü korozyon direnci ile ünlü olan yüksek saflıklı titanyum, havacılık, havacılık, otomotiv ve kimyasal endüstrilerinde muazzam bir umut taşıyor.Tarihsel olarak, küresel yüksek saflıklı titanyum üretimi bir avuç yabancı firmanın egemenliği altında kaldı ve Çin'i pahalı ithalatlara bağımlı bıraktı ve endüstri büyümesini bastırdı.
Bu bağımlılığı kırmak, yerli titanyum işletmeleri için odak noktası olmuştur ve üretim teknolojilerini geliştirmek için araştırma ve geliştirmeye önemli yatırımlar yapıyor.Bu çabalar yüksek saflıkta titanyum üretiminde bir dizi atılım sağladı., Çin titanyum endüstrisi için sağlam bir temel oluşturdu.
Çin, şimdi hammaddelerden bitmiş ürünlere kadar, yüksek saflıkta titanyum için kapsamlı bir endüstriyel zincire sahiptir.yarı iletkenler gibi sektörlerde titanyum malzemelerinin yaygın olarak benimsenmesini sağlayan, havacılık, yenilenebilir enerji ve sağlık.
Geleceğe bakıldığında, titanyum endüstrisi gelişme yörüngesinde sürdürülebilir bir ivme bekliyor.Devam eden teknolojik ilerlemeler ve yeni endüstrilerin ortaya çıkması, titanyum malzemeleri için uygulama alanını ve pazar fırsatlarını genişletmeyi vaat ediyorAynı zamanda, yerli işletmeler tarafından araştırma ve geliştirme alanında devam eden yatırımlar, daha fazla inovasyon ve endüstriyel yükseltmeyi teşvik edecek.Titanyum sektörünün sürdürülebilir büyümesini katalize etmek.
Kaplama ve ateşleme:Farklı uygulamalar için, titanyum anotlar, Ru, Ir, Sn, Ti, Pd, Ta, Co ve Ni gibi halogenlerle karıştırılmış alkol çözeltileri kullanarak titizlikle hazırlanır.Süreç çok katmanlı kaplama içerirKatı kalite denetimleri, fabrikadan ayrılmadan önce her anodun sıkı standartlara uygun olmasını sağlar.
Titanyum Substratı Yüzey Tedavisi:Başlangıçta, titanyum substratı, yüzey alanını artırmak için kum püskürtüme maruz kalır ve substrat ile kaplama arasındaki yapışkanlığı arttırır.Daha sonra yağ kalıntılarını çıkarmak için %10 ila %15 alkali veya yıkama tozu bir çözeltine daldırılır.Sonraki işlem, yüzeyi kazmak için% 10 ila 15% oksalik asitte kaynatılmayı içerir, böylece bağlanma gücünü daha da optimize eder.
Titanyum Anotlarının Tarihi Evrimi:Titanyum anotlarının geliştirilmesi, Çin'in 1972'de başlayan metal anot pillerindeki öncü araştırmasına kadar uzanır.Titanyum bazlı DSA'nın (Bölümsel olarak Sabit Anot) tanıtımı önemli bir ilerleme gösterdi.Bu geçiş sadece enerji verimliliğini artırmakla kalmadı, aynı zamanda bakım maliyetlerini düşürdü ve üretkenliği arttırdı.Çin koztik soda üretiminde dünya lideri oldu, büyük ölçüde ülkenin toplam üretiminin% 80'inden fazlasını oluşturan metal anod hücrelerinin yaygın olarak benimsenmesi nedeniyle.
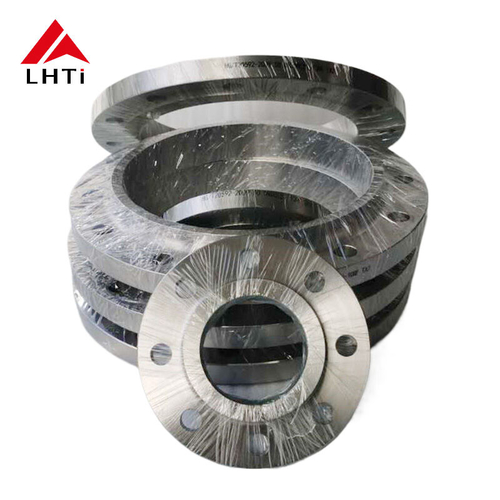
Çeşitli Uygulamalar:Klor-alkali üretiminin ötesinde, titanyum anotları su arıtma, metal folyo hazırlama, klorat üretimi, galvanizme, katodik koruma,ve deniz suyunun temizlenmesiBu uygulamalar, titanyumun çok yönlülüğünü, dayanıklılığını ve geleneksel malzemelere kıyasla önemli çevresel faydalarını vurgular.
Devam eden araştırma ve geliştirme çabaları, titanyum anotlarının uygulamalarını genişletmeye devam ediyor ve bu da modern elektrokimyasal teknolojilerin küresel olarak ilerlemesindeki kilit rollerini yansıtıyor.
Hızlı prototipleme teknolojisinin devrim niteliğindeki 3 boyutlu baskı, dijital modellerden karmaşık nesnelerin doğrudan üretilmesini sağlayan gelişmeye devam ediyor.Aslen kalıp yapımında ve endüstriyel tasarımda kullanılır, bu teknoloji şimdi etkinliği ve çok yönlülüğü ile çeşitli sektörleri dönüştürüyor.
Teknoloji Özetleri:
Üç boyutlu tasarım:Süreç, bilgisayar destekli tasarım (CAD) veya animasyon yazılımı kullanılarak modelleme ile başlar.nesne geometrisini simüle etmek için üçgen yüzeyleri kullanmak. 3 boyutlu tarama ile oluşturulan PLY veya VRML/WRL biçimleri, tam renkli baskı yapmayı kolaylaştırır.
Baskı süreci:Matbaalar nesneleri sıvı, toz veya tabaka malzemelerinin sırayla katman yaparak çeşitli yöntemlerle birleştirerek üretirler.
Çözünürlük ve Kalınlık:Yazıcılar bölüm kalınlığını (Z yönü) ve düzlem çözünürlüğünü (X-Y yönü) mikron veya DPI'de elde eder. Tipik katmanlar 100 mikron kalınlığında olup, gelişmiş modeller 16 mikron kadar ince basarlar.X-Y çözünürlüğü lazer yazıcılarına rakip, tipik olarak 50 ila 100 mikron çapında "mürekkep damlaları" ile.
Geleneksel yöntemlere kıyasla avantajları:3 boyutlu baskı, enjeksiyon kalıplama gibi geleneksel üretim tekniklerine göre belirgin avantajlar sunar.Özellikle küçük partiler için uygundur.Tasarımcılar ve geliştirme ekipleri prototip oluşturmayı hızlandırmak için masaüstü boyutlu yazıcılar kullanırlar.
3 boyutlu baskı teknolojisi ilerlemeye devam ederken, üretim süreçleri üzerindeki etkisi katlanarak büyüyor.Karmaşık tasarımları hızlı ve ekonomik bir şekilde üretme yeteneği, endüstrilerde dönüşüm potansiyelini vurgular..
Titanyum alaşımlarında kusursuz kaynaklara ulaşmak, koruyucu önlemleri ve hassas kaynak tekniklerini birleştiren titiz bir yaklaşım gerektirir.Titanyum alaşımları atmosfersel kirleticilere karşı son derece hassastır., kaynak süreci boyunca argon gibi inert gazların kullanılmasını gerektiriyor.Yay alanını sarmak için bir nozzle aracılığıyla gaz koruma kullanmak ve kaynak meşaleyi koruyucu bir kalkanla donatmak, zararlı gazlardan arınmış bir ortam sağlar, sıcaklıkları 200 santigrat derecenin altında tutar.
Titanyumun düşük termal iletkenliği nedeniyle ısı dağılımını yönetmek kritiktir, aksi takdirde hem kaynakta hem de ısıdan etkilenen bölgede (HAZ) istenmeyen tanenin kabalaşmasına neden olabilir. Effective strategies include the application of thermally conductive copper pressure plates on either side of the weld and the circulation of cooling water over these plates to efficiently dissipate excess heat.
Uygun kaynak yöntemlerinin ve malzemelerinin seçilmesi çok önemlidir.Aynı zamanda sertlik gereksinimlerine uyum sağlamak için eklem gücünü optimize etmektedirTungsten ark kaynak daha kalın titanyum alaşım plakalar için etkili olduğunu kanıtlarken, plazma ark kaynak, hidrojen kırılma risklerini önlemek için argon ve hidrojenin koruyucu gaz karışımını gerektirir.
Saldırma alanı, oksit filmlerini, yağları, nemleri ve tozları ortadan kaldırmak için titiz bir şekilde temizlenmelidir.Kaynak ekipmanı gaz basıncının uygun ayarlanması, operasyon sırasında yeterli bir beslemeyi sağlarKaynak malzemelerinin seçimi, uyumluluğu ve performansı sağlayan özel tekniklere ve teknik taleplere göre uyarlanır.
Özetle, titanyum alaşımlarının başarılı kaynaklanması, titiz kaynak koruması, etkili ısı dağılımı teknikleri,malzemelerin ve yöntemlerin dikkatli bir şekilde seçilmesiBu uygulamalar toplu olarak kaynak kusurlarına karşı koruma sağlar ve titanyum alaşım yapılarının bütünlüğünü sağlar.
Titanyum, yüksek dayanıklılığı, düşük ısı iletkenliği ve yüksek sıcaklıklarda reaktifliği nedeniyle kesilmesi zor bir malzemedir.Endüstriyel ortamlarda titanyumu etkili bir şekilde kesmek için çeşitli yöntemler kullanılır:
Lazer Kesme: Titanyum için lazer kesimi, karmaşık şekiller kesme hassasiyeti ve yeteneği nedeniyle yaygın olarak kullanılmaktadır.Titanyumu eritecek veya buharlaştıracak şekilde hızla ısıtmakBu işlem, oksidasyonu önlemek ve kesim kalitesini korumak için azot veya argon gibi inert gazlara ihtiyaç duyar.
Su Jet Kesme: Su jet kesimi, titanyumu kesmek için abrazif bir malzemeyle (garnet gibi) karıştırılmış yüksek basınçlı bir su akımı kullanır.Bu yöntem, ısıdan etkilenmiş bölgeler olmadan temiz kesimler üretme yeteneği ile avantajlıdır..
Abrasif Su Jet Kesme: Su jeti kesime benzer, ancak kesim verimliliğini artırmak için garnet gibi aşındırıcıların eklenmesiyle, özellikle daha kalın titanyum plakaları için.
Plazma kesimi: Plazma kesimi, plazma yayı oluşturmak için iyonlaştırıcı gazı içerir, bu da titanyumu eritir ve kesimden erimiş metali uçurur.
Titanyumun Kesilmesi İçin Dikkatler:
Soğutma ve Isı Yönetimi: Titanyum düşük ısı iletkenliğine sahiptir, bu nedenle özelliğini değiştirmekten ve deformasyonlara neden olmaktan kaçınmak için ısı birikimini yönetmek çok önemlidir.
Gaz Seçimi: Lazer kesimi sırasında argon veya azot gibi inert gazlar oksidasyonu önlemek için tercih edilir.
Kesim Hızı ve Kalite: Materyal bütünlüğünü tehlikeye atmadan hassas kesimler elde etmek için hız ve güç yoğunluğu gibi kesim parametrelerinin ayarlanması gereklidir.
Kesim sonrası işleme: Titanyum, havaya maruz kaldığında bir oksit tabakası oluşturma eğilimindedir. Temizlik veya koruyucu kaplamalar gibi kesim sonrası uygun bir işleme, malzemenin özelliklerinin korunmasına yardımcı olur.
Her kesim yöntemi, malzemenin kalınlığı, istenen kenar kalitesi ve üretim hacmi gibi projenin özel gereksinimlerine bağlı olarak benzersiz avantajlar sunar.Doğru yöntemi seçmek, titanyum ile çalışırken en iyi sonuçları elde etmek için bu faktörleri göz önünde bulundurmayı içerir.
Lazer kesim parametrelerinin ayarlanması, özellikle titanyum gibi malzemelerle çalışırken en iyi sonuçları elde etmek için çok önemlidir.İşte çeşitli parametrelerin süreci nasıl etkilediği hakkında ayrıntılı bir açıklama:
Öncelikle,Kutuplaşma: Bu, lazer ışığı dönüşümünün verimliliğini belirler. Tipik olarak% 90 civarında olan kutuplaşma, yüksek kaliteli kesimi sağlar. Kutuplamayı ayarlamak enerji verimliliğini ve kesim hızını optimize eder.
İkincisi,Odak çapı: Bu, odaklama aynasının odak uzaklığını değiştirerek ayarlanan keskinin genişliğini etkiler. Daha küçük bir odak çapı daha ince kesimler ve daha iyi hassasiyet sağlar.
Sırada,Odaklama pozisyonu: Bu, iş parçasının yüzeyinde nokta boyutunu ve güç yoğunluğunu belirler.kesilmiş kenarların şeklini ve kalitesini etkileyen.
Son olarak,Lazer GücüTitanyum gibi malzemeler için kritik olan lazer gücünün malzeme türüne ve kalınlığına göre uyarlanması gerekir.malzemenin etkili kesim için işleme eşiğini aşanİstenen kesim hızını ve kalitesini elde etmek için lazer gücünü ayarlamak gereklidir.
Titanyumu kesmek için dikkate alınması gerekenler ayrıca malzeme kalınlığı, gaz türü ve basınç (oksitasyonu önlemek için), kesme hızı ve destek gazlarının seçimi de içerir.Bu parametrelerin optimize edilmesi verimli titanyum kesimi sağlarEn iyi kesim sonuçlarına ulaşmak için proje gereksinimlerine ve malzeme özelliklerine göre parametreleri ayarlamak gereklidir.
Son araştırma gelişmelerinde, tıbbi titanyum alaşımları, sağlık uygulamaları için umut verici ilerlemeleri yansıtan birkaç kritik alanda önemli ilerlemeler kaydetti.
1. 3B baskı teknolojisi kişiselleştirmede devrim yaratıyor:Titanyum bazlı biyomateriallerin 3 boyutlu baskı yapımı, sağlık hizmetlerinde bir oyun değiştiricisi olarak ortaya çıktı. Bu teknoloji, bireysel hasta gereksinimlerine göre uyarlanmış karmaşık yapılar oluşturmayı mümkün kılıyor.Faydaları eşsiz özelleştirme içerirBununla birlikte, gözenekli kemik büyümesini ve mekanik bütünlüğü dengelemek için parametreleri optimize etmekte zorluklar devam ediyor.
2Yüzey Değiştirme Teknolojisinde Yenilikler:Yüzey modifikasyonu tıbbi titanyum alaşımlarının performansını artırmada önemli bir rol oynar.ve sol-gel sentezi kapsamlı bir şekilde araştırılmıştır.Bu yöntemler, titanyum yüzeylerindeki pasifleştirme filmlerinin ortaya koyduğu doğal zorlukları aşarak biyokompatibiliteyi, aşınma dayanıklılığını ve antibakteriyel özellikleri geliştirmeyi amaçlamaktadır.
3Metastabil β-Titanyum Alaşımlarını Geliştirmek:Metastabil β-tip titanyum alaşımları, daha düşük elastik modülleri ve olağanüstü biyokompatibilite nedeniyle ön planda yer almaktadır.ve Sn bu alaşımların üstün özelliklere ulaşmasını sağladıMevcut araştırmalar, esneklik modülünü daha da azaltmaya, gücü, yorgunluk direncini artırmaya ve yeni işlevsel özellikleri keşfetmeye odaklanmaktadır.Çabalar alaşım etkileşimlerini anlamaya yöneliktir., kompozisyon tasarımlarını optimize etmek ve mikrostrukturel özellikleri kontrol etmek.
Bu ilerlemeler, tıbbi titanyum alaşımlarının dinamik evrimini vurgular ve ortopedi, diş hekimliği, kardiyovasküler tedaviler ve ötesinde umut verici dönüşümlü etkiler sağlar.Devam eden araştırma, bu yenilikleri hasta sonuçlarını iyileştirmek ve küresel çapta tıbbi cihaz teknolojilerini geliştirmek için kullanmayı amaçlamaktadır..
Titanyum Hakkında Bilmediğiniz 5 Şey
# 1. Gücü üstün.
Titanyum, tüm yapı metallerinin en yüksek güç ağırlık oranlarına sahiptir. Örneğin, bir titanyum yapısında görülen aynı gücü üretmek için iki kat daha fazla alüminyum gerekir.Çelik gibi diğer metaller de son derece güçlüdür.Titanyumdan yaklaşık %45 daha ağır, hafif ağırlık ve yüksek dayanıklılık oranı yüksek stresli uygulamalar için tercih edilen seçimdir.
2. Titanyumun çok yüksek bir erime noktası vardır
Titanyumun çok yüksek bir erime noktası vardır, bu da 3,034 derece Fahrenheit'e ulaşana kadar sıvılaşmayacağı anlamına gelir. Buna kıyasla, alüminyum sadece 1,221 derece Fahrenheit'te erime noktasına ulaşır.Bu yüksek erime noktasına rağmen, hala volframdan daha iyi değil.
Dünya kabuğunda en bol bulunan dokuzuncu element.
Titanyum Dünya kabuğunda en bol bulunan dokuzuncu element olmasına rağmen hala en pahalı endüstriyel metallerden biridir.Birincisi, cevherinden titanyumun çıkarılmasının yüksek maliyeti nedeniyle, ve ikincisi yapılması gereken işleme çok büyük miktarlarda pahalı atık üretildiği için.
En genç yapı metallerinden biridir.
Titanyum, M.Ö. 3200'e kadar tarihlendirilen demirden farklı olarak, 1700'lere kadar bir element olarak tanımlanmamıştı.Kroll, metalin ticari olarak üretilebileceğini kanıtlayacak bir süreç geliştirdi.Daha sonra ilk ticari titanyum plaka üretilmeden önce 11 yıllık süreci geliştirmek gerekti.
#5. Titanyum su jeti ile kesildiğinde beyaz parıldar
Titanyum kesim sürecinde, diğer metalleri keserken sıklıkla gördüğünüz sarı kıvılcımlardan çok farklı parlak beyaz kıvılcımlar verir.Bu göz kamaştırıcı beyaz kıvılcımlar titanyumun demir dışı bir metal olduğu için oluşur., yani önemli miktarda demir içermez.
Akıllı Kesme Çözümleri'nde en sık titanyum projelerinin havacılık endüstrisinden geldiğini görüyoruz.Size titanyum hakkındaki en eğlenceli 5 gerçeği verdik.Titanyum hakkında daha fazla bilgi edinmek için metaller ve alaşımlar sayfamızı ziyaret edin.
Titanyum vidalar neden kafalarını kırıyor?
Titanyumun bilinen dayanıklılığı ve dayanıklılığı nedeniyle nispeten nadir görülen titanyum vida kafası kırılması fenomeni, belirli koşullar altında gerçekleştirilebilir.Bu tür olayların ardındaki nedenler çok yönlüdür., ve bunları anlamak hem üreticiler hem de kullanıcılar için gelecekteki olayları önlemek için çok önemlidir.İşte titanyum vidalarda kırık kafaların olası nedenleri ve buna karşılık gelen çözümlerin genişletilmiş bir açıklaması:
Çukur Derinliği Sorunu:Kafasının kırık olduğu yerde bir oluk izi belirdiğinde, bu üretim kusurunun muhtemelen kök nedeni olduğunu gösterir.Bir tornavida oluk tornavida bağlamak ve döndürmek için tornavida için kanal olarak hizmetBununla birlikte, bu oluk çok derinse, vida başının yapısal bütünlüğünü önemli ölçüde zayıflatabilir. Aşırı derinlik, bir stres konsantrasyon noktası yaratır.Kafasının kırılmasına neden olabilir.Bunu düzeltmek için, üreticiler üretim süreci sırasında olukların derinliğini yakından izlemeli ve ayarlamalıdır.Belirtilen tasarım toleransları içinde oluk derinliği azaltmak vida başı boyunca kuvvet daha eşit dağıtmak yardımcı olabilir, böylece kırılmayı önler.
Döngü uygulaması:Çukur izinin bulunmadığı durumlarda, sorun montaj sırasında tork uygulaması ile ilgili olabilir.Aşılmaması gereken belirli bir tork değerine sahiptirBu değer, malzeme özelliklerine, iplik tasarımına ve vidaların amaçlanan kullanımına dayanarak belirlenir.Metal yorgunluğuna ve sonucunda kırılmasına neden olabilir.Kullanıcılar, çalıştıkları titanyum vidalar için doğru tork özelliklerinin farkında olmalı ve tork anahtarları gibi uygun araçları kullanmalıdırlar.Bu sınırları geçmemelerini sağlamak içinDönüşüm kuvvetini kontrol ederek ve önerilen tork değerlerine uyarak, baş kırılma riski en aza indirgenir.
Diğer Katkıda bulunan Faktörler:Çukur derinliği ve tork birincil faktörlerken, diğer elementler de titanyum vida başlarının kırılmasına katkıda bulunabilir:
Malzeme kusurları:Titanyum alaşımındaki kirlilikler veya dahiller vida yapısında zayıf noktalara yol açabilir.
Tasarım Hataları:Düzgün tasarlanmamış bir vida başı, güçleri eşit olarak dağıtmayabilir ve bu da stres konsantrasyonlarına yol açabilir.
Yüzey koşulları:Korozyon veya diğer yüzey hasarları vida başının dayanıklılığını tehlikeye atabilir.
Kurulum tekniği:Kullanılan aletin açısı ve istikrarı da dahil olmak üzere montaj yöntemi, vida başındaki kuvvet dağılımını etkileyebilir.
Önleyici tedbirler:Titanyum vidalarda kafa kırılmasının önlenmesi için şunlar gereklidir:
Üretim süreçlerinin, oluk derinliği ve overall vida boyutları dahil olmak üzere tasarım özelliklerine sıkı sıkıya uymasından emin olun.
Kullanıcıları doğru tork değerleri ve kurulum için uygun aletlerin kullanılmasının önemi hakkında eğitmek.
Üretim sürecinin erken dönemlerinde malzeme kusurlarını ve tasarım sorunlarını tespit etmek için kalite kontrolü önlemleri uygulamak.
Montaj hatalarının önlenmesi için titanyum vidaların doğru kullanımı ve kullanımı için net talimatlar verilmelidir.
Bu faktörleri ele alarak, üreticiler ve kullanıcılar titanyum vidalarda kırık başlara rastlama olasılığını önemli ölçüde azaltabilirler.Çeşitli uygulamalarda bağlayıcıların hem etkinliğini hem de uzun ömürlülüğünü sağlamak.